
Waterjet cutting starts with bringing an incoming water stream up to ultra-high pressure, usually 60,000 psi, and then directing it through high pressure lines to a cutting head. That cutting head can be mounted to a motion system gantry that travels over a “Catcher Tank” filled with water. Depending on the stock material you're cutting, your waterjet utilizes one or two cutting mediums: water alone or water with an abrasive sometimes referred to as AbrasiveJet Cutting. The abrasive, usually a garnet material, is introduced into the water stream at the cutting head.
What is Abrasive Removal?
A waterjet cutting system relies on a continuous incoming water stream flowing through the cutting head and into the catcher tank. The added water needs to be drained off the catcher tank via an overflow drain to accommodate the additional water flow. If an abrasive is used, that spent material, along with material slugs and other debris, will also be introduced into the catcher tank. Since the garnet is heavier than water, it will sink to the floor and begin to accumulate in the catcher tank until the tank is ultimately filled with garnet.
When the spent garnet and debris (“sludge”) reaches the bottom of the slats that the work pieces are held on, or when the sludge has accumulated in the tank to a degree in which an increase of water turbulence occurs while cutting, it should be cleaned by removing the spent garnet and slug material.

Garnet is a natural, mined mineral
Alternatives for Abrasive Removal
While there are a number of techniques to extract the sludge there are a few that are most prevalent and considered best practices.
Manual Removal
After the spent water mixture reaches the catch tank and begins to settle, gravity pulls the garnet and other residues to the bottom of the tank. As additional garnet is introduced during the abrasive water jet cutting, the accumulated abrasive sludge will grow to the point it needs to be extracted, requiring you to take the system offline and dig it out. Options for manual removal include shoveling, a backbreaking exercise as the sludge is wet and heavy; using a small backhoe/excavator with a scoop and loading it into a skip for removal; pulling the sludge out with a mobile slurry pump or hiring your local septic tank cleaning company to suck it out.
To fully access the tank, you will need to drain the tank, remove the slats from the cutting bed and move the gantry to its furthest position for clearance. The total amount of down time will be based upon the manual system deployed and the volume of sludge accumulated. The manual removal may need to happen 3 – 4 times per year, each time requiring the cutting tool to shut down. Shutting your system down for manual abrasive removal negatively impacts your bottom line and introduces a process that creates safety concerns from shoveling/slipping, so this method is used only when there is not a high volume of abrasive cutting.
Slurry Pumping Systems
In this system, a pump moves the spent water and abrasive mixture to a holding tank where the solids settle out. The relatively clean water stays at the top of the tank, allowing the system to pump it back to the filtering and cutting process. The settled sludge is separated and disposed of. Slurries are mixtures of solids and liquids, with the liquid serving as the transport mechanism used to move the solid. Slurries are more abrasive on the pumps and piping than water alone and garnet earns a top rating for abrasiveness. Abrasive slurries erode and abrade the pump’s impellors, housings, seals and piping system, requiring frequent repair and replacement. They can also be susceptible to clogging, adding another potential cost to a slurry system. Since these systems are often mobile in nature, they do require machine downtime as the tank is pumped out manually. Again, this might be a suitable alternative in lower volume abrasive shops.
Continuous Abrasive Removal Systems
The most effective abrasive removal system’s goal is to capture the exhausted garnet while it is still suspended in the water and before it settles at the bottom of the catch tank. To do this, the water/garnet mixture in the catcher tank must stay agitated in order to keep the garnet suspended and syphoned off. A specifically engineered PVC sweeper package is placed inside the waterjet catch tank. This eductor sweeper package is designed to keep the abrasive in suspension and pushed toward the pump suction that will remove the water and suspended garnet.
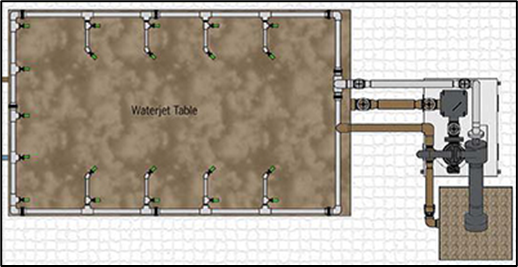
Note the sweeper packaging in the bottom of the tank and plumbing to column pump that pulls suspended garnet and returns clean water
A heavy duty closed column pump, pulls the abrasive laden water from the catch tank and through a strainer basket to catch and collect large drops or cut materials. Once the water is strained, it is sent through a separator that spins out the solids and deposits them into a hopper with a removable liner to be disposed of. The filtered water is returned to the catch tank.

Jet Edge partners with Ebbco Inc. for Garnet Removal Pumping Systems
Abrasive Removal System Specifications
Over years of product development and customer support, Jet Edge has accumulated a wealth of knowledge about AbrasiveJet cutting and the automatic abrasive removal systems that work the best. The selection of an Abrasive Removal System starts with both an understanding of the water volume/square footage of the water‐jet catcher tank and the number of abrasive cutting heads being deployed that directly correlates to garnet usage. These two volume metrics provide the starting point for building a system specification.
Additionally, catcher tanks are unique and may contain obstacles such as split tanks, support stanchions and bladders that need to be taken into account to determine how much agitation will be required from the sweeper package to keep the garnet suspended. The number one risk in Abrasive Removal Specifications is underestimating the garnet volume being introduced, the tank size and required agitation to keep the garnet suspended. An underrated abrasive removal system is cheaper, but your maintenance costs will increase as components fatigue and you will be manually digging out your catcher tank when it does not keep up with your waterjet cutting volumes.
Jet Edge Specification Process
Through detailed engineering discussions between Jet Edge and Ebbco Inc., we have constructed an Abrasive Removal System Specification Process that integrates with the full waterjet plumbing package utilized in an abrasive water jet cutter system. The process applies to new system installations as well as installations on equipment already deployed on the shop floor. Our first step is to size the sweeper system required to keep the garnet suspended. This defines the required agitations. Second, the column pump size required to pull the water and separate the solids is specified. Since these processes work in conjunction, they must be considered together.
The size and layout of a waterjet cutter system on a user’s shop floor is unique. To accommodate that, Jet Edge completes a floor layout that places the equipment relative to utilities (i.e. electrical, air, incoming water, drains, etc.) and will port the catcher tank towards the heavy-duty closed column pump’s suction location. During start up of your system, Jet Edge will validate operations and train the operator on best practices.
Why did we choose Ebbco as our partner in garnet removal systems? Because their products provide the best abrasive removal sweepers in the industry and have the same exacting quality standards as ours. Both Jet Edge and Ebbco are focused on specifying systems that will work in your application and we do not skimp on the design and related service. It's an unbeatable combination!
What are the Benefits of an Automated Abrasive Removal System?
The benefits you'll see after installing an abrasive removal system include:
Proper Sizing and Total System Installation
It is critical your abrasive removal system is sized relative to the Catcher Tank size and abrasive cutting volumes. Failure to specify it correctly will increase maintenance costs and downtimes. Beware suppliers that offer discount solutions; they rarely work. The plumbing routing is also critical to avoid sharp angles that may disrupt flow or accumulate sludge.
Productivity Enhancement
With an automatic abrasive removal systems, productivity is maximized as you eliminate the downtime associated with manual catch tank cleaning.

Reduces the Possibility of Thermal Distortion
The friction created during the waterjet machining process increases the temperature of the water and abrasive mixture during the cutting process. Waterjets require input water at specific temperatures so as not create thermal distortion. Rapidly removing the solids that retain heat longer keeps the water volume in the tank high, keeps the water in the table agitated and helps reduce water temperatures.
Spent Garnet Collection Simplified
Abrasive is purged from the system constantly by the abrasive removal system and deposited into a strainer bag. The bag is usually the same bag the original garnet was delivered in, holding a manageable 4400 lb. bag that can be lifted by its straps with a fork truck. The spent abrasive is relatively clean and void of parts larger than 1/8” diameter and is easier to manage one bag at a time.

Recovered garnet in a strainer bag ready for disposition
Alas, over time sediments and material scraps will accumulate in the catcher tank and a manual removal system will need to be considered. However, the frequency will be considerably less and your production team will thank you!
Disposing of Spent Garnet
While garnet by itself isn't hazardous, the material residues mixed with it may be. Make sure you consult your local environmental folks for guidance before disposing of any material you aren't 100% certain is non-hazardous.
To learn more about disposing garnet, check out our blog on the topic by clicking here: https://blog.jetedgewaterjets.com/water-jet-machines/all-about-disposing-of-spent-garnet
How to Avoid Dumping a Lot of Water
The continuous water flow required by water jet cutters does increase your utilities costs. Also, in areas that have less water availability, it may be considered waste. Water recycling systems are available to either conserve water or to utilize a water jet cutting system when an incoming water stream is not readily available. Visit Jet Edge’s Closed Loop Filtration System page to learn more about how the system works.
Compare Jet Edge to Any Water Jet Manufacturer
How do you “extract” the maximum value from your cutting systems? By keeping them running at full capacity when you need them. Whether you are running around the clock or during a specific shift, you are losing money if your cutting equipment isn’t performing at 100%.
When you are looking to expand into water jet cutting or evaluate your cutting technology options, we invite you to take a close look at Jet Edge. Compare us to any other water jet manufacturer and you'll see why our customers choose both our equipment and our post-sales support.
Remember, your relationship with Jet Edge does not end after the sale…that is when it just begins!
Talk to Jet Edge
Learn more about custom configurations, high-rails as an option, and see how others have utilized Jet Edge Waterjet Systems to maximize their cutting capabilities.
Contact us today to learn how to increase your service offering to your customers. You can also reach us by phone toll-free at 1-800-JET-EDGE (538-3343) or internationally at +1-763-497-8700.
To Learn More about Abrasive Water Jet Cutting visit our Blog Library located in our Resource Center at https://jetedgewaterjets.com/resources/
Check Out Our Digital Brochure!
Since 1984, Jet Edge has been designing and manufacturing Ultra-High-Pressure Water jet technology that doesn't back down. Our systems are used around the world in a broad range of industries from the world's leading airlines, to automotive, aerospace and industrial manufacturers, and machine job shops.
To learn more about the Jet Edge difference, our water jet motion systems, pumps and much more, click the button "Download Brochure" to get it now!





%20-%20Jet%20Edge%20Waterjets.png "A Blog About our Blog Button (revised) - Jet Edge Waterjets")


